
Технички параметри
| Композиција | Садржај | ЦАС бр. |
| Чиста вода | 85-90% | 7732-18-5 |
| Натријум бензоат | 0,1-0,2% | 532-32-1 |
| површински активно | 4-5% | ∕ |
| Други | 4-5% | ∕ |
Карактеристике производа
1、Високи ниво заштите животне средине: Селективно нагризање се може постићи без употребе органских база као што је ТМАХ.
2、Ниски трошкови производње: Коришћењем НаОХ/КОХ као течности за нагризање, цена је много нижа од процеса киселог полирања и јеткања.
3、Висока ефикасност јеткања: У поређењу са процесом киселог полирања и јеткања, ефикасност батерије је повећана за више од 0,15%.
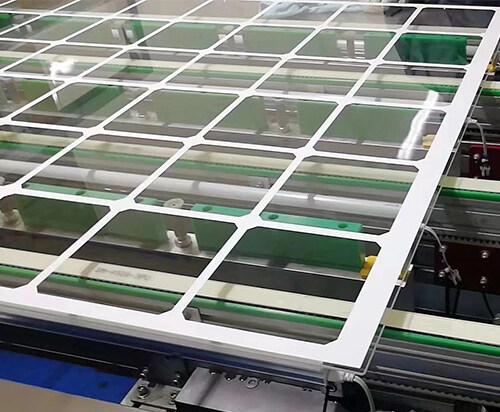
Апликације производа
1、 Овај производ је генерално погодан за процесе батерија Перц и Топцон;
2、Погодно за монокристале спецификација 210, 186, 166 и 158.
Упутство за употребу
1、Додајте одговарајућу количину алкалија у резервоар (1,5-4% на основу запреминског односа КОХ/НАОХ)
2、Додајте одговарајућу количину овог производа у резервоар (1,0-2% на основу запреминског односа)
3、Загрејте течност резервоара за полирање на 60-65°Ц
4. Ставите силиконску плочицу са уклоњеним задњим ПСГ-ом у резервоар за полирање, време реакције је 180с-250с
5、 Препоручени губитак тежине по страни: 0,24-0,30 г (извор 210 вафла, други извори се претварају у једнаким пропорцијама) појединачне и поликристалне ПЕРЦ соларне ћелије
Превентивне мере
1、Додаци се морају чувати строго даље од светлости.
2、Када производна линија не производи, течност треба допунити и испразнити сваких 30 минута.Ако нема производње дуже од 2 сата, препоручује се испуштање и допуњавање течности.
3、Нова линија за отклањање грешака захтева дизајн ДОЕ заснованог на сваком процесу производне линије да би се постигло усклађивање процеса, чиме се максимизира ефикасност.Препоручени процес се може односити на отклањање грешака.